Geen grafiekse, geen meeting! Deel 4
Hoe verder we komen in deze blogreeks, hoe meer de grafieken een wat meer statistische invalshoek zullen krijgen. Deze categorie van grafieken zal bij velen van jullie een belletje doen rinkelen. Velen die ooit statistiek kregen tijdens hun studentenjaren kijken niet altijd met even veel plezier naar deze lessen terug, en toch is er zoveel proces- en productkennis te halen uit een klein beetje statistische onderbouwing.
In deze combinatie-grafiek zie je telkens dezelfde data gevisualiseerd. Het zijn de lichaamslengtes van de meer dan 2.500 deelnemers in mijn datasetje. Telkens is de splitsing gemaakt tussen mannen en vrouwen. De drie gebruikte grafieken zijn een histogram, een dot plot en een box plot. Ze visualiseren telkens een ander aspect van de data in meer detail dan de andere 2 grafieken.
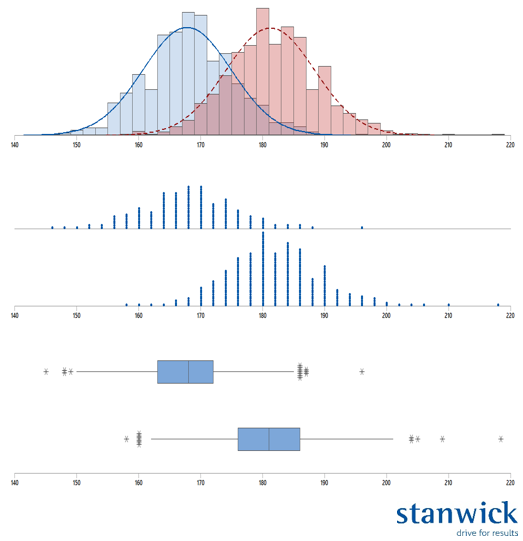
Het “Histogram”: het werkpaard van de basisstatistiek.
Een “Histogram” toont de data, geteld of gemeten, met op de x-as de meet- of telwaarde en op de y-as de frequentie dat deze voorkomt. De x-as wordt opgedeeld in zogenaamde bins.
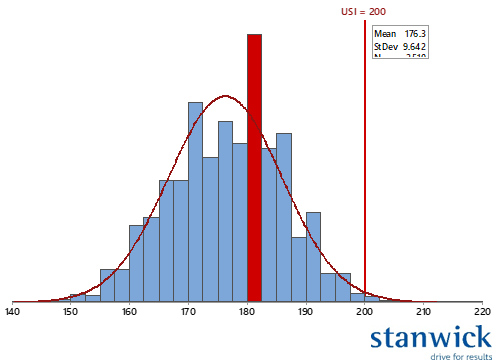
Deze bins verdelen de x-as in gelijke delen en begrenzen de uiterste waarden aan de lage en hoge kant per bin. Alle waarden die binnen deze uitersten vallen bepalen dan de frequentie per bin. In het voorbeeld is elke bin 2.5 cm breed. Iedere lichaamslengte tussen bijvoorbeeld 180 en 182.5 valt dus binnen de in het roodgekleurde balk.
Met de juiste software kan er aan zo’n histogram ook nog een statistische distributie toegevoegd worden. En van zodra de parameters van zo’n distributie gekend zijn, kan het pad van de statistiek echt ingeslagen worden. Hiernaast zie je een eenvoudig voorbeeld van de voorspellende kracht van de statistiek. Ook al zijn er op dit moment geen producten die groter zijn dan de boven-specificatie, toch kan je met een vrij eenvoudige berekening ontdekken dat bij ongewijzigde procesparameters de verwachte uitval groter is dan 2%.
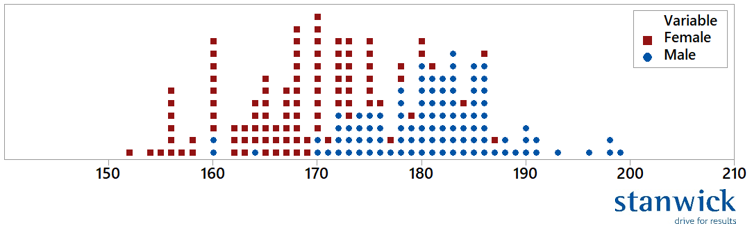
De “Dot plot”: voor als je meer details wil over de individuele waarden.
De “Dot plot” richt zich meer op de individuele waarden van de voorgestelde gegevens. In dit voorbeeld heb ik eerst willekeurig 100 vrouwen en 100 mannen geselecteerd om nadien een gecombineerde dot plot te maken. Zo kan je op individuele basis heel mooi de overlap zien van de beide populaties. Misschien de enige beperking van de dot plot is dat hij makkelijk overladen wordt bij een groot aantal metingen. Vandaar dat ik hier eerst een selectie maakte en niet werkte met de volledige dataset.
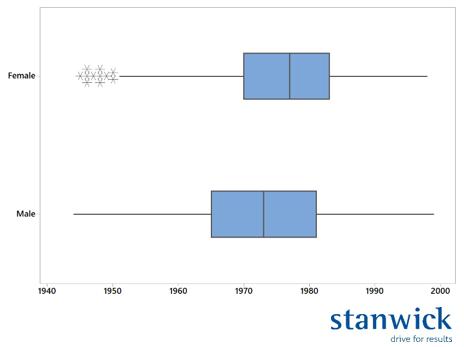
De “Box Plot”: de snelle analyse tool op zoek naar extreme punten in de dataset.
De “Box Plot” is één van mijn persoonlijke favorieten. Hij toont me immers heel snel of een proces last heeft van extreme waarden. We noemen deze ‘Outliers’. Deze metingen vallen, conceptueel gezien, buiten 3 maal de standaarddeviatie van het proces.
Zo kan je zien dat er in mijn voorbeeld-bestand enkel bij de vrouwen een groepje punten aangeduid worden door een sterretje. Deze punten vallen dus buiten de te verwachten variatie. Deze grafiek toont trouwens niet de lichaamslengtes maar de geboortejaren van de deelnemers.
Ook hier hoort een anekdote bij. Deze speelt zich af in het begin van mijn consultancy carrière. Op een morgen zijn twee deelnemers aan een green belt serieus aan het bekvechten. De kwaliteitsmanager beweert dat productie gedurende die nacht een nieuwe batch van een ogenschijnlijk onbelangrijk onderdeeltje is beginnen gebruiken. Ze zijn echter vergeten om na te meten en bij te sturen met kwaliteitsuitval als gevolg. Alle batches gemaakt tijdens de nacht moeten daardoor opnieuw door het inspectiestation. De productiemanager ontkent dit niet, maar beschermt zijn operatoren en wijst op de lage bezetting gedurende de nacht en de hoge werkdruk. Hij voegt eraan toe dat de herkeur niet onder zijn verantwoordelijkheid valt. Ik zie dit als een mooie oefening op het gebruik van grafieken. Ik vraag aan beiden of ik de in-line testdata kan krijgen van die nacht en vraag ook of ze op één of andere manier kunnen achterhalen wanneer de wissel zou gebeurd zijn. De data krijg ik in de loop van de voormiddag, het uur van de wissel krijg ik rond 16u via de operator van de nacht. Na 5 minuten geknutsel kan ik via een gecombineerd histogram achterhalen dat enkel de 4de en 5de geproduceerde bath moeten herkeurd worden. Beide heren (OPS & QC) kunnen op deze manier tot een vergelijk komen en het extra werk onder beide teams verdelen.
In het volgende deel ga ik het hebben over grafieken die tijdseffecten tonen. En ik wil hier zelf ook wel eens een boude uitspraak doen. Eén van die grafieken is de “Control Chart”. Deze grafiek zou voor iedere kwaliteits-, proces- of productingenieur gesneden koek moeten zijn. Het is immers deze grafiek die het onderscheid maakt tussen common cause (stabiele) variatie en special cause variatie. Zeker voor bedrijven die kwaliteit hoog in het vaandel dragen is dit de tool bij uitstek.
Kurt Maegherman